因为专业
所以领先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因为专业
所以领先

IGBT(绝缘栅双极型晶体管)模块在汽车电控系统中发挥着关键作用。在电驱系统中,当驾驶新能源汽车时,电机控制器将动力电池放出的直流电(DC)转变为交流电(AC),这个过程被称为逆变,从而让驱动电机工作,电机将电能转化为机械能,再通过传动系统让汽车轮子转动。IGBT模块是逆变器的核心部件,其工作原理如下: 通过半导体非通即断的特性,不考虑过渡过程和寄生效应,将单个IGBT芯片视作理想开关。在模块内部构建若干个IGBT芯片单元的并串联结构,当直流电通过模块时,通过不同开关组合的快速开断,改变电流的流出方向和频率,从而输出期望的交流电。
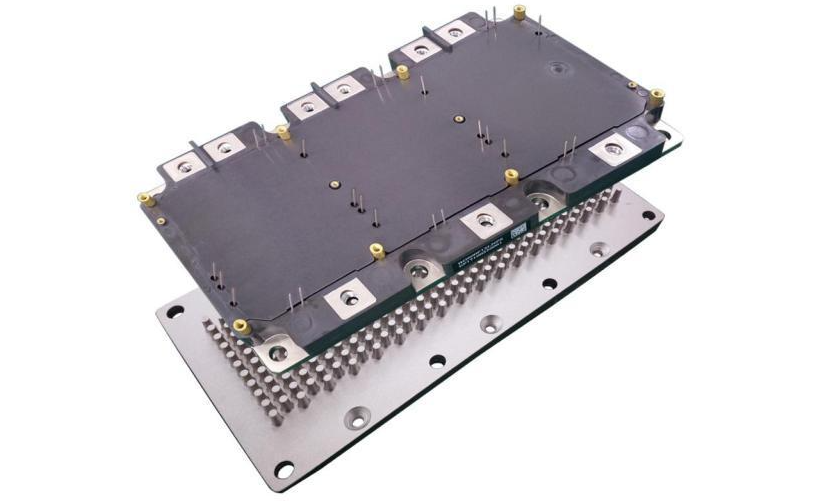
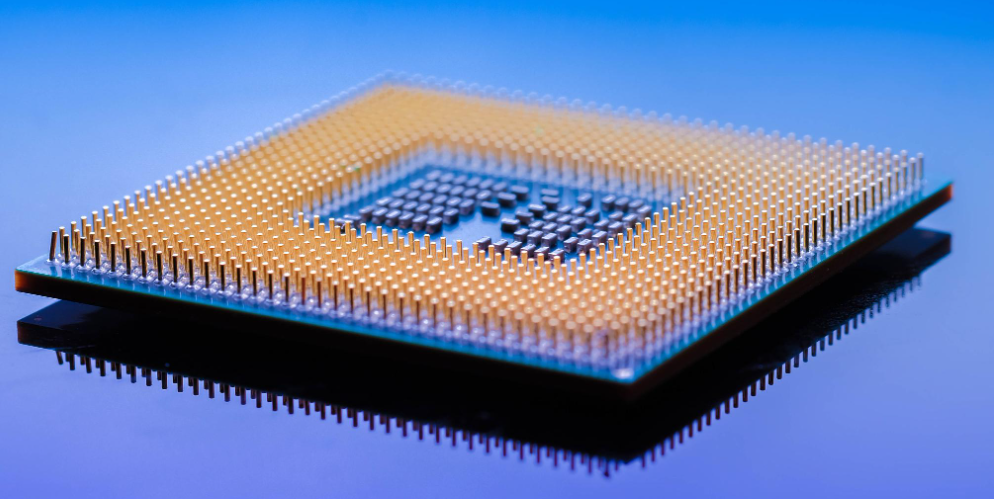
IGBT模块的标准封装形式通常是一个扁平的类长方体,最外面是塑料外壳,底部是导热散热的金属底板(一般为铜材料)。模块外部有众多端子和引脚,各自具有特定作用。

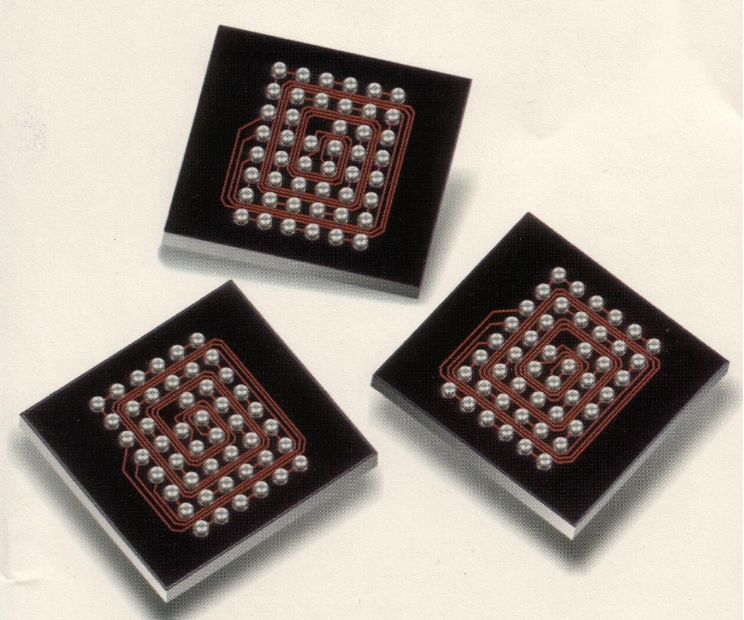
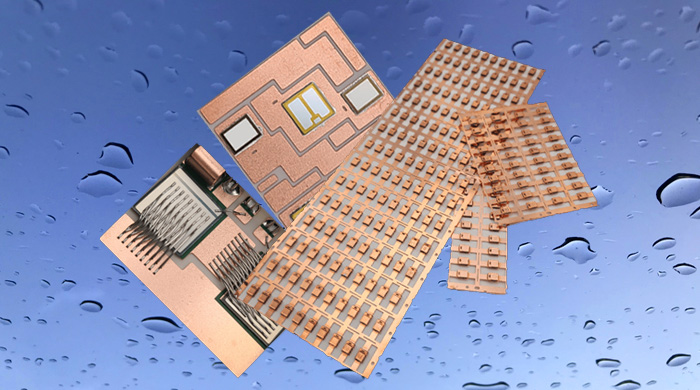
IGBT模块的生产流程具有很高的技术和工艺要求,大致包括:贴片→真空回流焊接→超声波清洗→X-ray缺陷检测→引线键合→静态测试→二次焊接→壳体灌胶与固化→端子成形→功能测试(动态测试、绝缘测试、反偏测试)。在贴片环节,首先将IGBT wafer上的每一个die贴片到DBC(覆铜陶瓷基板)上,DBC中间是陶瓷,双面覆铜,起到导电和电气隔离作用,常用陶瓷绝缘材料为氧化铝(Al2O3)和氮化铝(AlN)。真空焊接时,贴片后通过真空焊接将die与DBC固定,一般焊料是锡片或锡膏。X-ray空洞检测用于检测焊接过程中出现的气泡情况,即空洞,空洞存在会严重影响器件的热阻和散热效率,导致过温、烧坏、爆炸等问题,一般汽车IGBT模块要求空洞率低于1%。接下来是wirebonding工艺,用金属线将die和DBC键合,使用最多的是铝线,其他常用的包括铜线、铜带、铝带。中间会有一系列的外观检测、静态测试,过程中有问题的模块直接报废。重复以上工序将DBC焊接和键合到铜底板上,然后是灌胶、封壳、激光打码等工序。出厂前会做最后的功能测试,包括电气性能的动态测试、绝缘测试、反偏测试等。
汽车电控IGBT模块在新能源汽车领域有着广泛的应用,主要包括以下几个方面:
电动控制系统:用于大功率直流/交流(DC/AC)逆变后驱动汽车电机。
车载空调控制系统:实现小功率直流/交流(DC/AC)逆变,使用电流较小的IGBT和FRD。
充电桩:在智能充电桩中作为开关元件使用。
IGBT模块凭借出色的开关特性、耐高温性、轻量化和极具成本效益等特色,成为各个产业的热门选择,包括汽车、工业和可再生能源。在车辆中,IGBT模块主要作为电气开关使用,能够将直流电(DC)转换成交流电(AC),反之亦然。如电动汽车和混合动力汽车,可用车载逆变器系统来控制电动马达,其优势在于改善开关速度、散热稳定、重量轻巧和成本可控。此外,IGBT模块在智能电网的发电端、输电端、变电端及用电端均有应用,在轨道交通的交流传动系统中,IGBT也是牵引变流器最核心的器件之一。
目前,汽车电控IGBT模块的主要品牌包括:
国外品牌:英飞凌、富士、三菱、西门康等。
国内品牌:
嘉兴斯达半导体股份有限公司:自2005年成立以来,专注于IGBT芯片和模块的研发、生产与销售服务,成功研发出全系列IGBT芯片、FRD芯片及IGBT模块,在新能源汽车、变频器、逆变焊机、UPS、光伏/风力发电、SVG、白色家电等领域得到广泛应用。
江苏宏微科技股份有限公司:长期从事电力电子产品研发和生产,专注于设计、研发、生产和销售功率半导体芯片、单管和模块,为国家IGBT和FRED标准起草单位提供支持。
南京银茂微电子制造有限公司:专注于工业和其他应用的功率IGBT和MOSFET模块产品的设计和制造,2016年通过TS16949认证之后,进入新能源汽车级IGBT/SIC功率模块生产制造领域,产品广泛用于工业变频、新能源、电源装备、公共交通、航空航天和国防领域等多个领域。
比亚迪半导体有限公司:国内领先的半导体企业,产品涵盖MOSFET、IGBT、IPM、SiC功率器件等多个领域,基于高密度TrenchFS的IGBT5.0技术已实现量产,正在积极布局新一代IGBT技术,是国内少数能够实现车规级IGBT量产装车的IDM厂商。
上汽英飞凌汽车功率半导体(上海)有限公司:由上汽集团和英飞凌共同出资成立的合资企业,从事车规级IGBT功率模块的生产、销售、本土化的应用服务与开发支持,工厂全方位引进了德国英飞凌的先进设备、生产工艺与质量保证体系,建立了国内第一家具备国际领先水平的车规级全自动IGBT模块封装测试产线和高度集成的生产制造系统。
近年来,中国新能源汽车产量增长迅速,IGBT作为新能源汽车核心零部件,其需求量也不断提升。IGBT分为低压、中压和高压,应用场景广泛,适用于各类需要交流电和直流电转换及高低电压转换的应用场景。在新能源汽车取代燃油汽车的趋势下,IGBT作为其核心零部件,需求量也将得到提升。
然而,IGBT市场长期被大型国外跨国企业垄断,近年来国内厂商逐渐发力。在国内新能源汽车IGBT模块市场中,英飞凌公司占据较大市场份额,中车时代电气等国内企业的市场份额也在逐渐攀升。随着市场的发展和国家政策的推动,中国IGBT行业取得了一定的技术进步,国产化趋势明显,预计未来市场规模将继续扩大。
在对IGBT模块进行检测和维修时,需要注意以下方面:
极性判断:将万用表拨在R×1KΩ挡,若某一极与其它两极阻值为无穷大,调换表笔后该极与其它两极的阻值仍为无穷大,则此极为栅极(G)。其余两极再用万用表测量,若测得阻值为无穷大,调换表笔后测量阻值较小。在测量阻值较小的一次中,红表笔接的为集电极(C),黑表笔接的为发射极(E)。
好坏判断:将万用表拨在R×10KΩ挡,用黑表笔接IGBT的集电极(C),红表笔接IGBT的发射极(E),此时万用表的指针在零位。用手指同时触及一下栅极(G)和集电极(C),这时IGBT被触发导通,万用表的指针摆向阻值较小的方向,并能站住指示在某一位置,即可判断IGBT是好的。
IGBT模块可能出现多种故障,常见的故障原因及处理方式如下:
过电流损坏:
锁定效应:IGBT为复合器件,其内有一个寄生晶闸管,当漏极电流大到一定程度时,会发生锁定效应,导致集电极电流过大,造成器件损坏。
长时间过流运行:IGBT模块长时间过流运行是指其运行指标达到或超出RBSOA(反偏安全工作区)所限定的电流安全边界,如选型失误、安全系数偏小等,电路必须能在电流到达RBSOA限定边界前立即关断器件,以保护器件。
短路超时(10us):如果此时IGBT所承受的最大电压也超过器件标称值,IGBT必须在更短的时间内被关断。
过电压损坏和静电损坏:IGBT在关断时,由于逆变电路中存在电感成分,关断瞬间产生尖峰电压,如果尖峰电压超过IGBT器件的最高峰值电压,将造成IGBT击穿损坏。多数情况下,可采用电压钳位,在集电极-栅极两端并接齐纳二极管,采用栅极电压动态控制,避免IGBT因受集电极发射极过电压而损坏。
过热损坏:过热损坏一般指使用中IGBT模块的结温超过晶片的最大温度限定,目前应用的IGBT器件还是以Tjmax=150°C的NPT技术为主流,在IGBT模块应用中其结温应限制在该值以下。
G-E间开放状态下外加主电路电压:在门极一发射极问开放的状态下外加主电路电压,会使IGBT自动导通,通过过大的电流,使器件损坏。为防止这种损坏,必须先将主电路(C-E间)的电压放电至0V,再进行门极信号的切换。
机械应力对产品的破坏:IGBT器件的端子如果受到强外力或振动,就会产生应力,可能导致损坏IGBT器件内部电气配线等情况,在实际安装时应避免发生类似的应力。
IGBT芯片封装清洗剂选择:
水基清洗的工艺和设备配置选择对清洗精密器件尤其重要,一旦选定,就会作为一个长期的使用和运行方式。水基清洗剂必须满足清洗、漂洗、干燥的全工艺流程。
污染物有多种,可归纳为离子型和非离子型两大类。离子型污染物接触到环境中的湿气,通电后发生电化学迁移,形成树枝状结构体,造成低电阻通路,破坏了电路板功能。非离子型污染物可穿透PC B 的绝缘层,在PCB板表层下生长枝晶。除了离子型和非离子型污染物,还有粒状污染物,例如焊料球、焊料槽内的浮点、灰尘、尘埃等,这些污染物会导致焊点质量降低、焊接时焊点拉尖、产生气孔、短路等等多种不良现象。
这么多污染物,到底哪些才是最备受关注的呢?助焊剂或锡膏普遍应用于回流焊和波峰焊工艺中,它们主要由溶剂、润湿剂、树脂、缓蚀剂和活化剂等多种成分,焊后必然存在热改性生成物,这些物质在所有污染物中的占据主导,从产品失效情况来而言,焊后残余物是影响产品质量最主要的影响因素,离子型残留物易引起电迁移使绝缘电阻下降,松香树脂残留物易吸附灰尘或杂质引发接触电阻增大,严重者导致开路失效,因此焊后必须进行严格的清洗,才能保障电路板的质量。
研发的水基清洗剂配合合适的清洗工艺能为芯片封装前提供洁净的界面条件。
运用自身原创的产品技术,满足芯片封装工艺制程清洗的高难度技术要求,打破国外厂商在行业中的垄断地位,为芯片封装材料全面国产自主提供强有力的支持。
推荐使用 水基清洗剂产品。

![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[图标]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)