因为专业
所以领先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因为专业
所以领先

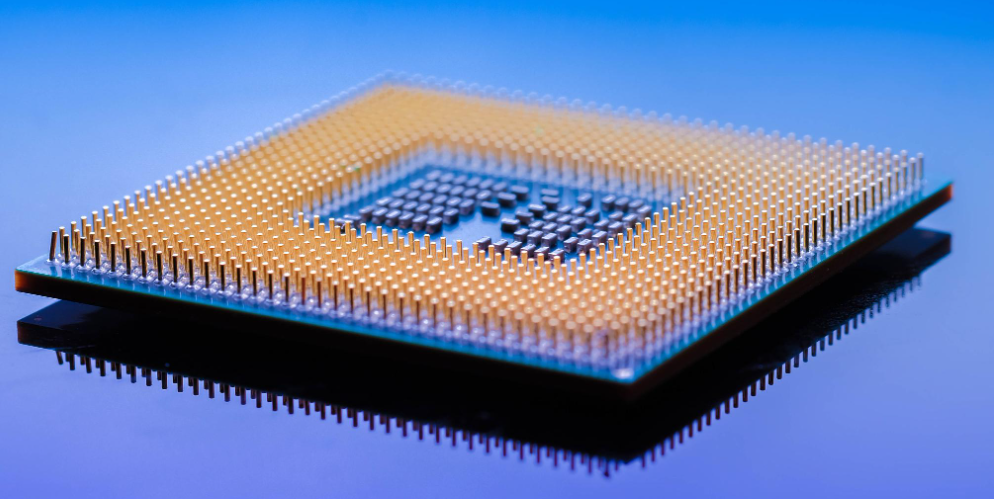
钎焊化学与焊剂残留物对电子组件电器性能的影响浅析
一、通量有四种成分会影响电气故障的可能性:
1. 激活剂
2. 粘合剂
3. 溶剂
4. 添加剂
然而,活化剂和粘合剂的影响最大。
活化剂是在当代通量中发现的弱有机酸。它们的酸度会带来风险,但这是一个好的关节所必需的。酸与金属氧化物反应形成金属盐。在润湿过程之后,盐溶解并形成冶金结合。
有时,酸可能没有被完全消耗掉。当这种情况发生时,过量的酸会导致电子故障。为了降低风险,工程师需要使用最少量的焊剂进行正确的焊接。
粘合剂,有时被称为载体,不溶于高熔点的水化合物(如天然松香和合成树脂)。焊接后,它们可以防止未消耗的活化剂溶解在水中。粘合剂形成可见残留物的主体。为了保持无树脂、清洁组件的外观,许多工程师选择低浓度粘合剂的焊剂配方,这可能会增加故障风险。
该溶剂用于溶解其他成分。制造推荐的焊接轮廓部分基于溶剂的沸点。在应用过程中,遵循轮廓以确保所有溶剂都蒸发掉是很重要的。如果残留任何溶剂,则电子设备可能出现故障。
添加剂——增塑剂、染料或抗氧化剂——构成助焊剂化学成分的一小部分。添加剂可以提高可靠性,但由于制造商的知识产权保护,无法深入了解或控制其功能。
二、各种焊接工艺的风险
工程师可以使用表面贴装回流焊(SMT)、波峰焊、选择焊或手工焊接。由于使用的通量不同,每一种都会带来风险。
SMT是最清洁的选择之一:它使用使用模板或打印机施加的糊状焊剂。这种方法对所应用的音量有很高的控制能力。
液体通量比糊状物带来更大的风险,因为它更难控制应用流量和体积。
在波峰焊接或选择性焊接过程中,液体通过手动或以喷雾或泡沫形式分配。在波浪过程中,液体可以流到组件的顶部。当这种情况发生时,板顶部的温度可能不够高,无法蒸发溶剂。由于员工在应用程序控制方面的差异,手工焊接也可能出现类似的问题。
为了降低液体流动过多和难以控制的风险,工程师可以使用具有一致应用方法的焊剂芯焊丝和点胶设备。

三、如何测量组件清洁度
有几种行业标准方法可以收集数据,用于解释焊接后的风险水平。
溶剂萃取电阻率(ROSE)测试可以监测清洁操作过程中的离子清洁度。该测试收集的数据有助于工程师维持合格的焊接和清洗过程。
离子色谱法是另一种流行的测量钎焊后剩余离子数量的技术。这也是一种从通量中检测弱有机酸含量的简单方法。
离子色谱法面临的一个挑战是,不同的方法会产生不同的结果。例如,整个组件浸泡将提供整个表面的平均浓度。为了在更小的区域检测酸,工程师需要使用更本地化的采样方法。不幸的是,离子色谱结果没有标准的通过或不通过标准。
工程师还可以进行功能测试,以评估设计在潮湿、最坏的环境中的表现。在这些情况下,故障通常与泄漏或短路有关。工程师可以使用电流限制来减少短路造成的损坏,这可能会隐藏任何残留物导致故障的证据。
工程师需要依靠他们的设计、最终使用环境和清洁度数据来评估风险。这是因为影响风险的因素很多,包括:
助熔剂化学/应用
电气间距
介电强度
频率
灌封/涂层附着力
研发的水基清洗剂配合合适的清洗工艺能为芯片封装前提供洁净的界面条件。
水基清洗的工艺和设备配置选择对清洗精密器件尤其重要,一旦选定,就会作为一个长期的使用和运行方式。水基清洗剂必须满足清洗、漂洗、干燥的全工艺流程。
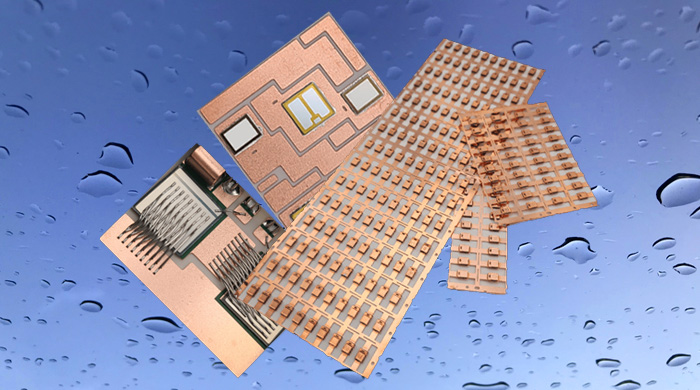
污染物有多种,可归纳为离子型和非离子型两大类。离子型污染物接触到环境中的湿气,通电后发生电化学迁移,形成树枝状结构体,造成低电阻通路,破坏了电路板功能。非离子型污染物可穿透PC B 的绝缘层,在PCB板表层下生长枝晶。除了离子型和非离子型污染物,还有粒状污染物,例如焊料球、焊料槽内的浮点、灰尘、尘埃等,这些污染物会导致焊点质量降低、焊接时焊点拉尖、产生气孔、短路等等多种不良现象。
这么多污染物,到底哪些才是最备受关注的呢?助焊剂或锡膏普遍应用于回流焊和波峰焊工艺中,它们主要由溶剂、润湿剂、树脂、缓蚀剂和活化剂等多种成分,焊后必然存在热改性生成物,这些物质在所有污染物中的占据主导,从产品失效情况来而言,焊后残余物是影响产品质量最主要的影响因素,离子型残留物易引起电迁移使绝缘电阻下降,松香树脂残留物易吸附灰尘或杂质引发接触电阻增大,严重者导致开路失效,因此焊后必须进行严格的清洗,才能保障电路板的质量。


![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[图标]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)