因为专业
所以领先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因为专业
所以领先

英飞凌作为全球车规级功率半导体领域的龙头企业,其对配套的散热基板要求较高,产品除需在热导率、热膨胀系数、硬度等性能指标方面表现优异,还需要兼具性价比和经济性。英飞凌采用的针式散热基板产品演化历程,较为全面地反映了该产品的技术发展路径。
以英飞凌代表性的 HybridPACK™系列功率模块为例,从基板材料和生产工艺角度,其配套的针式散热基板已经经历了四次演变,具体过程如下:
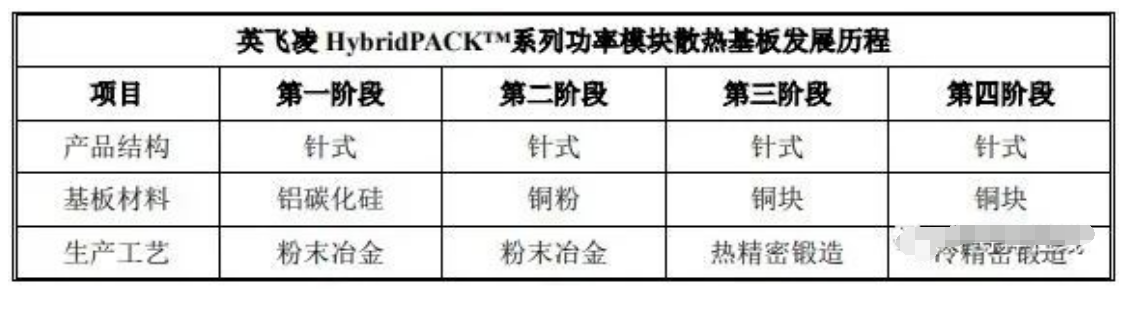
如上表,从基板材料看,散热基板经历了从铝碳化硅到铜粉、铜块的演进;从生产工艺看,散热基板经历了从粉末冶金到热精密锻造,再到冷精密锻造的演进。随着产品阶段的演进,散热基板性能逐渐优化,产品性价比逐步提高。
散热基板作为整个功率模块的力学支撑与重要的散热通道,对其综合性能有较高要求,需要具备高热导率、与芯片及覆铜陶瓷基板相近的热膨胀系数和一定的硬度,同时还要兼具性价比。目前车规级功率模块散热基板材料主要包括铜、铝碳化硅和铝等,各材料主要情况如下:

热导率与热膨胀系数是散热基板最重要的两项性能指标。热导率越高,材料导热性能越好。此外,由于功率模块由不同材料封装而成,芯片、覆铜陶瓷基板、散热基板等具有不同的热膨胀系数,高温条件下具有不同热膨胀系数的材料会在结合界面产生热应力,当热应力超过材料的极限阈值,将会导致材料结合界面断裂或损伤,因此散热基板需要具有与芯片、覆铜陶瓷基板相接近的热膨胀系数,以提高模块热循环可靠性。
在早期,由于铝碳化硅热膨胀系数相比铜更接近芯片和覆铜陶瓷基板,可有效避免结合界面的热应力,减少材料断裂和损伤,提高功率模块可靠性,因此在散热基板发展早期阶段得到了运用,但铝碳化硅制作工艺复杂、成本较高,热导率较低。英飞凌等功率模块厂商通过改进封装设计和工艺,提高焊接结合界面的可靠性,有效解决了铜材基板材料的热循环可靠性问题。采用铜材散热基板封装的功率模块,可经历上千次热循环后焊接面仍无明显退化,达到了车规级功率模块的要求,加之铜材热导率高于铝碳化硅,工艺成本较低,因此铜材已取代铝碳化硅成为制作散热基板的主流材料。
除铜和铝碳化硅外,亦有少数厂商使用铝材制作散热基板。铝材相较于铜材价格更为低廉,但其热导性能不佳,且热膨胀系数与芯片、覆铜陶瓷基板匹配性较差,采用此方案的车规级半导体厂商较少。
针翅结构的铜散热基板,是一种成形难度高且精度高的精密结构件,对生产工艺要求严格,目前主要包括粉末冶金技术和精密锻造技术,其中精密锻造又可分为热精锻与冷精锻。
金属粉末注射成型技术(以下简称“MIM”)是将现代塑料注射成型技术引入粉末冶金领域而形成的一门新型粉末冶金近净成形技术,其基本工艺过程是:选取符合 MIM 要求的金属粉末和粘结剂,在一定温度下采用适当的方法将粉末和粘结剂混合成均匀的喂料,经制粒后注射成型,获得的成型坯经过脱脂处理后烧结致密化成为最终成品。
MIM 工艺在小型化、高精度、高难度形状的精密零件制造领域相比较于传统加工方法具有明显优势,具备较强的竞争力。但 MIM 工艺也存其自身的局限性:①由于使用了大量的粘结剂,烧结过程收缩率较高,一般可达 13%-25%,内部易产生孔隙,存在变形控制和尺寸精度控制的问题,且每批次产品烧结收缩率会受各种环境及原料等因素影响,影响产品合格率;②对原料粉末要求很细,粉末原料的价格一般较高,限制了该技术的广泛应用;③制程工序较多,流程较为繁琐。
精密锻造成形技术是指零件成形后,仅需要少量加工或不再加工,就可以用作机械构件的成形技术,即制造接近零件形状和尺寸要求的毛坯,目前该技术广泛运用于大批量生产结构相对复杂的零部件。
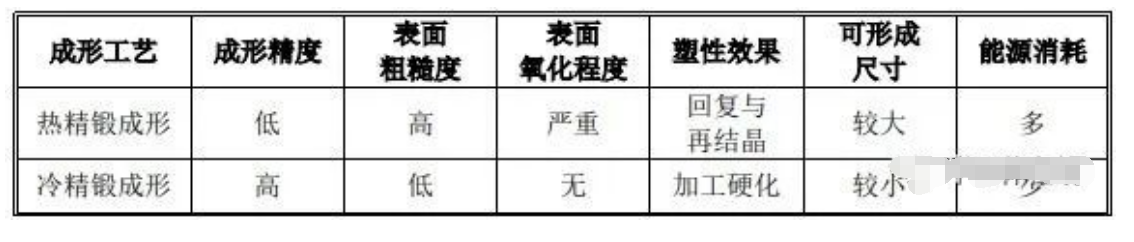
热精锻成形是指在再结晶温度以上进行锻造的精锻工艺。因为变形温度高,在进行锻造时材料的变形抗力低,塑性好,所以易于成形几何形状复杂的零件。热精密锻造的优缺点较为明显,其优势在于高温可减少金属的变形抗力,因而减少坏料变形所需的锻压力,对处理较硬的金属时较为高效,对模具设计要求不高。同时热锻使锻压设备吨位大为减少,可节约设备购置成本。热精锻劣势在于锻件冷却过程存在热胀冷缩现象,影响锻件精度;高温下锻件表面易产生氧化或烧损缺陷,影响产品表面质量;锻造过程能耗高,增加能耗成本。
冷精锻成形是指在常温条件下的锻造加工,利用安装在设备上的模具,在强大压力和一定速度下使金属材料从模腔中挤出,从而获得所需形状、尺寸以及具有一定力学性能的锻造方法。冷精锻技术的成形精度比热精锻要高,在精密成形领域有着独到的优势,具体优点包括:①工件精度高,产品尺寸一致性好,形状和尺寸容易控制;相比热精锻可避免高温导致的外形误差,产品表面无氧化和烧损等热加工缺陷;②零件强度性能好,冷锻产生的加工硬化效果可使产品的硬度显著增强;③能源消耗小。但冷精锻技术对模具的要求以及工艺技术的要求较高。
结构相匹配才能锻造出合格的产品,好的模具可以在提高产品良率的同时维持模具的耐用性。针翅结构的铜散热基板具有成形难度高且精度高等特点,终端运用于新能源汽车,下游客户对产品精度、硬度、表面粗糙度等指标要求较高。散热基板上分布的铜针极为密集,成百上千的铜针对模具强度的设计合理性提出了很大的挑战。纯铜作为一种锻压材料需要比铝高出 2-3 倍的变形压力,使得模具和锻压设备承受非常高的应力。如果模具设计不合理或达不到要求,就会产生应力集中和应力疲劳的问题,从而使得模具寿命得不到保证,并造成成形缺料、脱模变形等一系列问题,进而无法实现大批量生产。
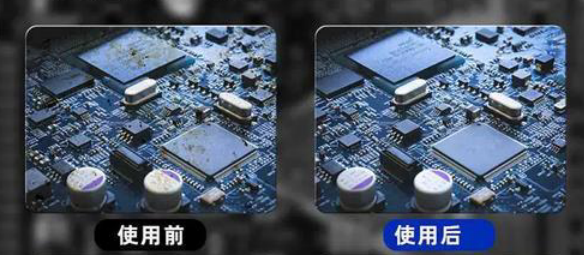
车规级芯片封装清洗:
研发的水基清洗剂配合合适的清洗工艺能为芯片封装前提供洁净的界面条件。
水基清洗的工艺和设备配置选择对清洗精密器件尤其重要,一旦选定,就会作为一个长期的使用和运行方式。水基清洗剂必须满足清洗、漂洗、干燥的全工艺流程。
污染物有多种,可归纳为离子型和非离子型两大类。离子型污染物接触到环境中的湿气,通电后发生电化学迁移,形成树枝状结构体,造成低电阻通路,破坏了电路板功能。非离子型污染物可穿透PC B 的绝缘层,在PCB板表层下生长枝晶。除了离子型和非离子型污染物,还有粒状污染物,例如焊料球、焊料槽内的浮点、灰尘、尘埃等,这些污染物会导致焊点质量降低、焊接时焊点拉尖、产生气孔、短路等等多种不良现象。
这么多污染物,到底哪些才是最备受关注的呢?助焊剂或锡膏普遍应用于回流焊和波峰焊工艺中,它们主要由溶剂、润湿剂、树脂、缓蚀剂和活化剂等多种成分,焊后必然存在热改性生成物,这些物质在所有污染物中的占据主导,从产品失效情况来而言,焊后残余物是影响产品质量最主要的影响因素,离子型残留物易引起电迁移使绝缘电阻下降,松香树脂残留物易吸附灰尘或杂质引发接触电阻增大,严重者导致开路失效,因此焊后必须进行严格的清洗,才能保障电路板的质量。
运用自身原创的产品技术,满足芯片封装工艺制程清洗的高难度技术要求,打破国外厂商在行业中的垄断地位,为芯片封装材料全面国产自主提供强有力的支持。
推荐使用 水基清洗剂产品。
![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[图标]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)