因为专业
所以领先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因为专业
所以领先

一、助焊剂的分类
按化学构成方式分
1)无机类(无机酸、无机盐)
无机助焊剂由无机酸和盐组成,如盐酸、氢氟酸、氯化锡、氟化钠或钾和氯化锌等。无机助焊剂具有强腐蚀性,这些助焊剂能够去掉铁和非铁金属的氧化膜层,如不锈钢、铁镍钴合金和镍铁合金等。无机助焊剂一般用于非电子产品,如铜管的焊接。无机助焊剂由于其潜在的可靠性问题,因此在波峰焊接工艺中禁止使用。
2)有机类
(1)非松香型有机助焊剂
①有机酸。有机酸(OA)助焊剂比松香助焊剂活性强,但比无机助焊剂活性弱。特别是当固体含量为1%~5%时,在助焊剂活性和可清洁性之间,它提供了一个很好的平衡。这些助焊剂含有极性离子,很容易用极性溶剂(如水)去掉。由于它们在水中的可溶性,不消耗ODS物质,故OA助焊剂是环保上所希望的。OA助焊剂有使用卤化物作为催化剂的,也有没有的。
有机酸助焊剂的使用,在军用和商业应用的混合组装 (2、3级产品)中证明是可行的。人们已经发现,OA助焊剂能够满足军用和商用的清洁度要求。一些工业和电信业等主流公司,也把OA应用在PCB上点胶胶固后的表面贴装片状元件的波峰焊接中。
有机酸助焊剂是具有中等除锈能力的慢作用材料,对温度敏感。由于使用后仍具有腐蚀性,故必须清除任何凝结的助焊剂残留物和烟尘。这一组助焊剂包括乳酸、油酸、硬脂酸、酞酸、柠檬酸、氨基酸等。
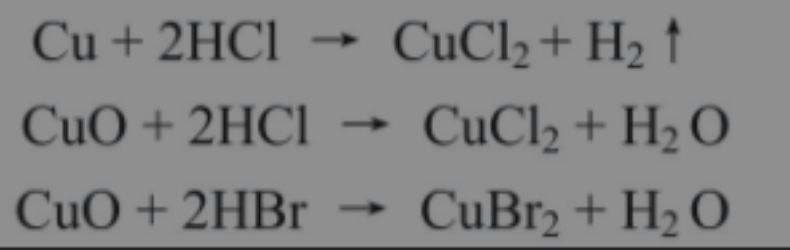
②有机卤素。有机卤素的化学活性类似于无机盐类,是利用其卤素离子作为助焊剂。由于其有机基的影响,有机卤素对温度敏感,腐蚀性比较强,焊后的残留物和烟尘必须仔细清除。这一组助焊剂包括盐酸苯胺、盐酸谷氨酸、棕榈酸等的溴化衍生物以单纯的胺类物质构成的助焊剂活性,对提高生产效率的作用是有限的。因此,还需加入有机酸、胺、吡啶等物质的氯化物或溴化物,如盐酸谷氨酸、十六烷基三甲基溴化胺、盐酸联胺、盐酸吡啶、盐酸苯胺和盐酸乙二胺等。这类活性物质在焊接热过程中能分解出HCl或HBr来,其反应式如下:

活性物质盐酸苯胺在热分解过程中分解出来的HCl(HBr)可与铜或铜的氧化膜相互作用,生成CuCl2完成去膜过程:
生成的CuCl2或CuBr2再与胺、有机酸、吡啶、联苯等物质相互反应生成铜离子的配位络合物。例如和盐酸苯胺反应式如下:

这些Cu离子的配位络合物在焊接热过程中又可以热分解成为活性Cu,后者再与熔融钎料、基体金属作用,在液-固相界面上生成活性合金层。这样可以改变其表面的物理化学平衡条件,降低表面自由能,减少界面张力,增强吸附作用,使钎料与基体金属相互润湿,提高了漫流面积。
③ 胺类物质。含氮配位体与Cu离子可以形成配位络合物[Cu(NH3)2]++。[Cu(CH3)4]++的理论在1891年Werner和1823年Lewis的络合化学配位学说和酸碱电子理论中得到了证实。Rochester通过大量的试验说明了乙胺、三乙醇胺是重要的金属离子螯合物。它们可以作为配位体与金属离子相互反应生成这种配位体的化学衍生物。在焊接过程中这些胺类物质可以与Cu++离子形成胺铜配位络合物,达到去膜的目的。然后这些胺铜配位络合物,在加热过程中又可进行热分解生成活性铜,与钎料、基体金属相互作用,使熔融钎料与基体金属相互润湿,从而达到助焊的目的。单纯的胺类物质活性不如盐酸苯胺等物质,故目前多用胺类物质的氯化物或溴化物作为活性物质。
非松香型有机助焊剂由于其腐蚀性和温度的不稳定性,在波峰焊工艺中也是限制使用的。
(2)松香型助焊剂
松香是结晶性的化合物,通用分子式是C19H29COOH。它在常温下是固体,可溶于许多溶剂,不溶于水,电气上是绝缘的,化学上呈非活性,而且其凝结蒸气和与金属反应所生成的化合物也同样如此。
纯净松香在70℃左右软化,在100℃以上液化,熔点为172~175℃,在180℃时活性表现得比较充分,刚好在钎料熔点183℃之下。松香在受热情况下易氧化,高温时易碳化。
松香在焊接时起助焊作用的主要成分是松香酸(C20H30O2),它是一种弱有机酸,酸值为165~170mgKOH/g,因而它与金属氧化物等起反应的能力较差。为了提高焊接质量,人们在松香中加入不同类型的活性物质,以提高助焊剂的助焊能力。松香去除氧化物的通用化学反应式为

式中
RCOOH——助焊剂中的松香(前面提到的C19H29COOH);
M——Sn、Pb或Cu;
X——氧化物、氢氧化物或碳酸盐。
例如,用松香除去CuO的反应式为

松香助焊剂又分类为弱活性松香(R)、适度活性松香(RMA)和活性松香(RA)。松香助焊剂各种类型不同在于活性剂(卤化物、有机酸、氨基酸等)的浓度。R和RMA类型一般无腐蚀性,因此较安全。R和RMA助焊剂尽管没有划分为免洗类,但在一些应用中甚至可以不清洗。当然,没有清洗,装配的可靠性要打折扣,因为在使用环境中,黏性的松香会吸收灰尘和有害污染物。
① 弱活性松香型助焊剂(R)。水白松香是同分异构双萜酸的混合体。其主要成分是松香酸、海松酸和左旋海松酸。平均含松香酸75%~90%,海松酸10%~20%。
松香在加热时可以分解为松香酸,其反应式为
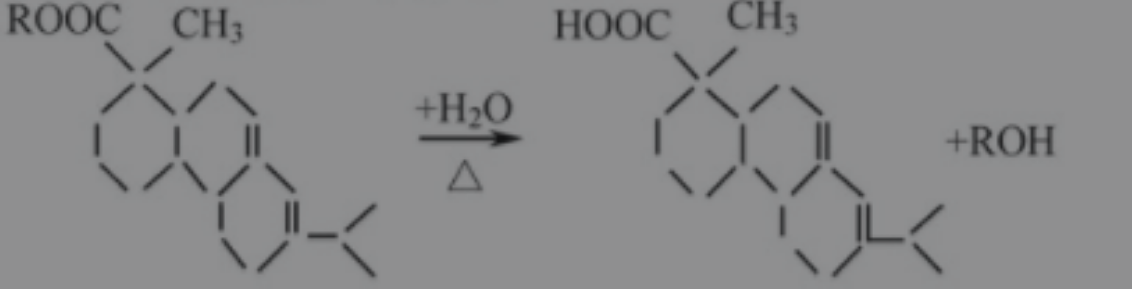
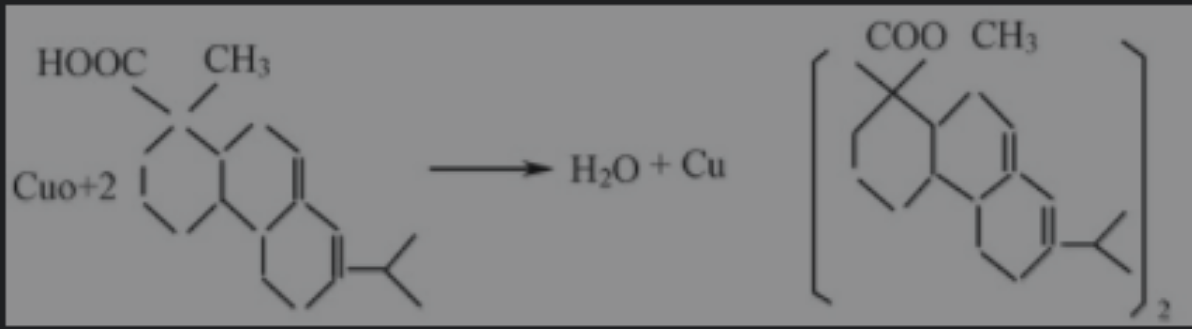
松香酸是一种有机酸,它在常温下不和氧化铜(如Cu2O)发生反应,在活性温度下可以与Cu的氧化物反应生成绿色透明的松香酸铜。由于它的活性温度和Sn-Pb钎料的熔点接近,故适合作为焊接用的助焊剂。其反应式为
松香酸铜可以在加热时热分解,除生成活性Cu以外,还可以从松香酸铜或其他有机酸中取得[H]+,形成羟基集团,重新聚合为松香酸,其反应为
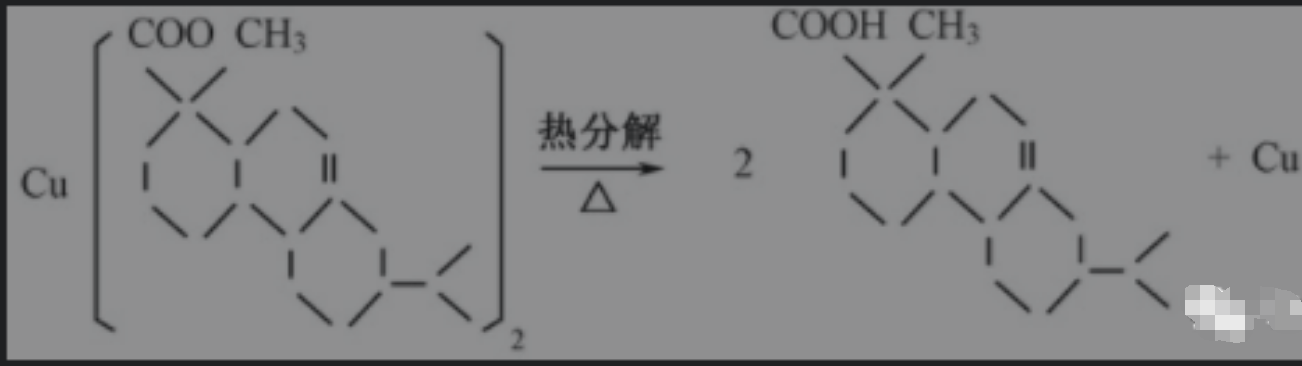
活性Cu可以同熔融的Sn-Pb钎料形成富Cu的活性合金,从而改变液、固相间的表面状态,提高其相互间的润湿与漫流性能。
②中等活性型松香助焊剂(RMA)。美国军标MIL—F—14256对这类助焊剂在焊前和焊后的电气和化学等要求作了具体规定,但未涉及其化学成分。因此,制造厂商可在中等活性范围内寻求采用任何一种最有效的活性剂材料(卤化物、有机酸、胺、氨化物等),但要求最终配制的助焊剂残留物和凝结的焊接烟尘应是无腐蚀性的,而且在电气上是绝缘的。这类助焊剂的化学活性虽然此纯净松香助焊剂强,但总的来看其化学活性还是比较弱的。为了利用其经济性好而实现可靠焊接的目的,要求事先监测所有被焊金属表面的可焊性。在美国,此类助焊剂已广泛地应用于计算机、通信、航空、航天和军事工业中,并已成功应用于不清除助焊剂残留物的彩电生产中。
③ 活性型松香助焊剂(RA)。该组助焊剂已在整个工业生产中获得了极其广泛的应用。虽然其焊后留下的残留物,对许多应用场合(如收音机、电视机等)是基本安全的,但对高可靠性和长寿命设备来说,仍被认为是很危险的。为了彻底清除其残留物,必须采用双极性溶剂,即首先利用无极性溶剂清除松香,然后再利用像水这样的极性溶剂清除残留的活性剂和其他可电离的残余物,也可一次利用双极性溶剂掺和液同时清除两种残留物。
二、根据IPC标准,对助焊剂的分类:
IPC/J—STD—004将助焊剂划分为天然松香(Rosin)、合成松香(Resin)(免洗)、有机物(Organic)和无机物(Inorganic)四大类。J—STD—004的分类中描述助焊剂和助焊剂残留物的活性如下。
① L:助焊剂/助焊剂残留物中有低活性物质或无活性物质。
② M:助焊剂/助焊剂残留物中有中等活性物质或无活性物质。
③ H:助焊剂/助焊剂残留物中有较高活性物质或无活性物质。
每个分类中区分为低、中、高三种助焊剂活性或腐蚀性水平。在每一个小分类中,进一步的分级由数字0和1表示。0表示不含卤化物,而1表示在低活性的助焊剂种类中有小于0.5%的卤化物含量;在中等活性的助焊剂种类中有0.5%~2.0%的卤化物含量;在高活性的助焊剂种类中有大于2.0%的卤化物含量。
这些助焊剂中分类到一个特定的类别必须通过相应的测试,见下表(参阅J—STD—004)。分类到L和M的助焊剂必须通过比H类更多的测试。简单地说,L、M或H类的带0后缀的助焊剂必须比同类带1后缀的助焊剂通过更多的测试。

注:[1] 0和1分别表示不含卤化物和含卤化物。[2] 定性测试。[3] 参考J—STD—004B图1。[4] 如果要求完全没有共价键卤素,则需要进行Beilstein测试。[5] 定量测试。[6] 当前状态下腐蚀性的动态定量测试。[7] 不通过也可能是非卤化物因素造成(见J—STD—004B/3.2.5.2)。[8] 如果M0或M1的SIR测试在清洗的状态下通过,在不清洗的状态下不通过,则这种助焊剂始终需要清洗。[9] 非清洗的助焊剂残留物,应在非清洁状态下测试。[10] 若测试时使用的是免清洗助焊剂在清洁后进行涂敷,则在清洗后应再进行SIR评估。[11] 根据其中的卤化物类型,将有一个或两个测试不通过。
任何种类的高腐蚀性的无机酸助焊剂都很少在电子工业中使用;而中等腐蚀性助焊剂通常只使用在商业电子产品中。中等腐蚀性的天然松香和人造松香助焊剂具有与OA助焊剂可比的活性,设计用于溶剂清洗,而OA助焊剂是用于水洗的。
天然松香助焊剂也分成R(Rosin)、RMA(Rosin Mildly Activated)和RA(RosinActivated)三种品牌。RA助焊剂很少在焊膏中使用。用于再流焊接时,除了天然松香,也可使用OA和免洗焊膏。可是对于波峰焊接,RMA、RA、OA和免洗助焊剂都可以使用。不管使用的助焊剂类型如何,都必须提供工作所需的活性水平与PCB的清洁度要求之间的良好平衡。
J—STD—004基于材料成分和卤化物含量的助焊剂的分类,见下表。

三、电路板助焊剂残留物的清洗剂选择介绍
印制电路板组件清洗的主要目的和作用包括以下几点:
(1)PCBA电路板组件清洗防止由于污染物对元器件、印制导线的腐蚀所造成的短路等故障的出现,预防电气短路和电阻变化等问题的发生,保证电路板组件的纯净度,提高组件的性能和可靠性。
(2)清洗电路板可以避免由于PCB上附着离子污染物等物质所引起的漏电等电气缺陷的产生。
(3)电路板清洗还能改善电路板的导热性能,通过去除热导介质和粘合剂等杂质,提高散热效果,保护电子元器件。
(4)电路板清洗可以保证组件的电气测试可以顺利进行,大量的残余物会使得测试探针不能和焊点之间形成良好的接触,从而使测试结果不准确。
(5)电路板清洗过程中使用的环保水基清洗剂和清洗工艺能够减少对环境的污染,符合环保要求。
综上所述,电路板清洗在电子制造过程中具有重要的必要性和好处。电子电路板清洗不仅是确保产品质量和可靠性的必要步骤,还能够提高电气性能、增强可靠性、改善导热性能,并保护环境。
水基清洗的工艺和设备配置选择对清洗精密器件尤其重要,一旦选定,就会作为一个长期的使用和运行方式。水基清洗剂必须满足清洗、漂洗、干燥的全工艺流程。
污染物有多种,可归纳为离子型和非离子型两大类。离子型污染物接触到环境中的湿气,通电后发生电化学迁移,形成树枝状结构体,造成低电阻通路,破坏了电路板功能。非离子型污染物可穿透PC B 的绝缘层,在PCB板表层下生长枝晶。除了离子型和非离子型污染物,还有粒状污染物,例如焊料球、焊料槽内的浮点、灰尘、尘埃等,这些污染物会导致焊点质量降低、焊接时焊点拉尖、产生气孔、短路等等多种不良现象。
这么多污染物,到底哪些才是最备受关注的呢?助焊剂或锡膏普遍应用于回流焊和波峰焊工艺中,它们主要由溶剂、润湿剂、树脂、缓蚀剂和活化剂等多种成分,焊后必然存在热改性生成物,这些物质在所有污染物中的占据主导,从产品失效情况来而言,焊后残余物是影响产品质量最主要的影响因素,离子型残留物易引起电迁移使绝缘电阻下降,松香树脂残留物易吸附灰尘或杂质引发接触电阻增大,严重者导致开路失效,因此焊后必须进行严格的清洗,才能保障电路板的质量。
运用自身原创的产品技术,满足芯片封装工艺制程清洗的高难度技术要求,打破国外厂商在行业中的垄断地位,为芯片封装材料全面国产自主提供强有力的支持。


![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[图标]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)